技術・製品
|
低圧鋳造法
|
低圧鋳造法とは、精密な金型に溶かしたアルミニウム合金などを低速、低圧で注入し、鋳物を成形する製法です。
|
特徴
・ |
高品質な鋳物をつくることができるのが最大の特長です。 |
・ |
複雑な形状の中子(なかご)を使用して、中空の鋳物を成形できます。 |
・ |
材料歩留まりが良く、強度が高い。靭性が高く、厚肉の鋳物が可能で、熱処理や溶接もできます。 |
・ |
低速、低圧で鋳造するため、薄肉の鋳物は苦手です。また、鋳造サイクルが長いため生産性が課題となります。
これらの短所を改善したのが「特殊充填鋳造法(T-SIP)」です。 |
|
一般的な低圧鋳造法の構造
 |
上下金型が閉まった状態で、保持炉内へ0.01〜0.03MPaの低圧でエアを送り込みます。
それにより金型内にアルミ溶湯がゆっくり充填されます。
|
|
充填された溶湯の凝固が完了すると上金型が上昇し、製品が押し出されます。
|
|
|
特殊充填鋳造法(T-SIP)
|
特殊充填鋳造法(T-SIP)とは、2000年に当社が開発した新しい低圧鋳造法です。アルミニウム合金などの注入を
コントロールする給湯装置を開発し、保持炉の分離や様々な条件管理により、従来の低圧鋳造法が苦手としていた
薄肉で軽量な鋳物を成形することができるようになりました。また、鋳造時間が短縮され、生産性が向上しました。
※T-SIP<ティー・シップ>:Tokyo Keigoukin-Separate Injection Process
|
T-SIPの基本構造
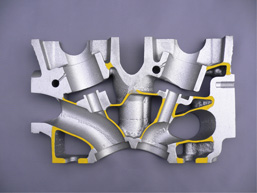
T-SIPにより生産された製品の断面(薄肉試作品) |
一般的な低圧鋳造法で生産された製品の断面(厚肉) |
 |
 |
|